2024-09-02
史刚
(冀东水泥铜川有限公司)
摘 要:某Φ5.4 m水泥立磨选粉机主轴部分下轴承密封采用浸油石棉盘根形式,密封不良,水泥粉容易进入损坏轴承。对此进行多次改进,增加测温装置、密封罩和迷宫密封,引入密封风等多重密封形式,取得了较好的效果。
0 引言
某公司原Φ5.4 m水泥立磨于2013年左右投产,产量180~200 t/h,选粉机主轴下轴承故障较多。后期对轴承的密封结构进行了优化,轴承使用寿命有所增加,但仍存在一定问题。又与立磨厂家共同研发优化设计,对选粉机主轴下轴承结构进一步升级改造,采用多重密封结构,并增加测温装置,改后使用效果良好。
1 下轴承密封原结构形式及问题分析
水泥立磨选粉机下轴承处原密封结构形式见图1所示,采用的是浸油石棉盘根形式,轴承供油从立磨外部管道打到轴承上部,油脂进入后滴入轴承上,实现润滑。更换石棉盘根不用拆卸与转子相连的半联轴器,更换相对方便,成本低。
正常使用一年后,出现主轴振动大、异响问题,经拆解发现下轴承出现损坏,内部有水泥粉进入。更换轴承、新的浸油石棉盘根后,继续投入使用。但后期轴承使用周期不断缩短,依次为10个月、8个月、5个月,频繁出现损坏,损坏原因基本类似。
经分析认为,此部分结构在选粉机内部,周围温度在80 ℃左右,浸油石棉盘根容易老化,密封失效,使水泥粉进入轴承内部,造成轴承损坏;轴表面磨损,安装面质量变差又造成轴承寿命缩短。
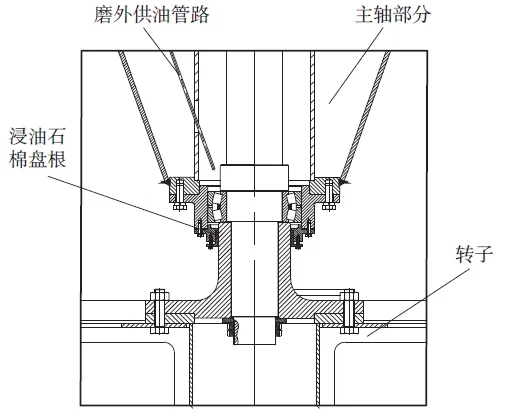
图1 Φ5.4 m水泥立磨选粉机下轴承处结构
2 下轴承密封及测温装置的增加
2017年初夏,将原浸油石棉盘根更换为两组SKF唇形密封圈,并对轴承的安装面、唇形密封圈接触面进行了堆焊加工修复。为更好地了解此轴承的实际工作温度,以及轴承温度出现异常变化时,可以尽快做出调整或准备相关备件等,通过对轴承座打孔的方式增加了轴承测温装置,对轴承温度及时观察,并根据温度趋势范围适当调整供脂量。
此次改进后,工作中轴承未出现异常情况,使用约1.5年后,在定检中检查轴承和密封圈,轴承游隙有增大,密封圈紧固程度降低,第二组密封圈中已存在水泥粉,虽判定仍可正常使用一段时间,但考虑到临检对旺季生产的影响,对轴承与密封圈全部进行了更换。后期因运转率降低等问题,在2021年左右定检中再次更换。
3 多重保护结构的持续优化
2020年在定制新的Φ5.4 m水泥立磨时,公司与装备厂家一起探讨选粉机主轴部分下轴承问题,提出了即使密封圈损坏,水泥粉仍不能进入轴承,确保轴承的正常使用的研究思路,经共同讨论,最终确定以下多种保护结构(见图2):
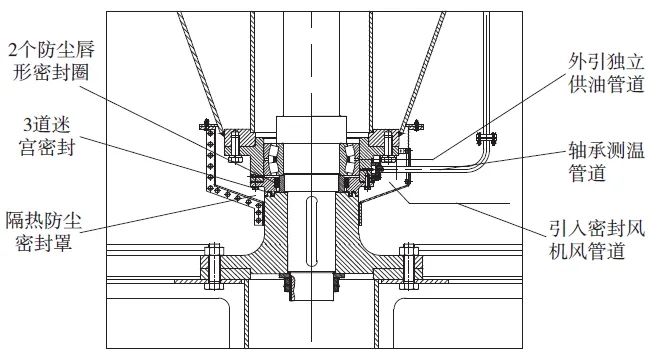
图2 选粉机下轴承多重密封保护结构
(1)靠近轴承的部位仍采用两组SKF耐高温防尘唇形密封圈。
(2)密封圈外部利用半联轴器结构和密封圈座形成了三层迷宫密封。
(3)轴承座与半联轴器外部加装了整体的隔热密封罩,密封罩外部与密封风机的一路正压风连接。隔热密封罩内部是正压,外部是磨内负压,水泥粉已很难进入隔离罩内,保证轴承座及迷宫部位处于洁净的环境里。
(4)在轴承供油方面也做了优化。轴承选用带润滑油槽的调心滚子轴承,在轴承座加工润滑脂通道,从磨机外部接入独立的供油管路直接到轴承座,确保供油直接进入轴承。引入轴承测温专用管路,测温线在管路内部,供油管路和测温管路外部现场焊接角钢,且均位于磨机的出风口侧,利用主轴部分的阻挡保护,进一步防止磨内物料对测温、供油的损坏(见图3)。
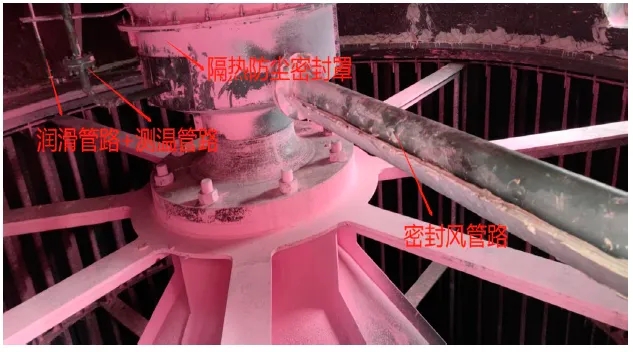
图3 选粉机下轴承密封防护结构外观
4 效果
新优化后的选粉机主轴下轴承密封防护结构自2021年初夏投入运行后,轴承温度保持在60 ℃以下,对比原水泥立磨相同出口温度下,轴承温度降低了20 ℃左右。2023年年初停机检查时,隔离密封罩内部无明显水泥粉,机械迷宫处较洁净,密封圈及轴承良好。鉴于市场对水泥立磨成品的欢迎度高,销售旺盛,新投产水泥立磨运转率很高,产量220 t/h左右,截止到停 机检查时按照生产水泥总产量核算,相当于原水泥立磨约两年的运行时间。实践说明,新形式的选粉机主轴结构对水泥立磨工况适应性强,获得了较好的效果。
来源:《水泥杂志》
(版权归原作者或机构所有)
临清市圆博薄壁轴承有限公司
13963532169 / 15006352169
514598115@qq.com
山东临清潘庄工业园
www.ybokbearing.com


我们可按照客户要求定制加工薄壁轴承,加工尺寸范围25mm-900mm,若您有定制需求,请随时与我们联系。联系方式如下:
电话:13963532169 / 15006352169
邮箱:514598115@qq.com
地址:山东临清潘庄工业园
网址:www.ybokbearing.com
也可扫码直接联系我们销售,给您提供最优质解决方案!