2024-10-08
作者:杨军龙 梁之榕 王桃
(广州文冲船舶修造技术部)
“拉布拉多海峡”是一艘大型散货船,于2020年4月进厂修理,修理的主要工程为艉甲板伙食吊检修。船舶修理具有“短,平,快”的特点,因此在短周期内保质保量完成伙食吊的修复工作是关键。
一、工程概况
根据工程内容,伙食吊塔身回转支承轴承故障不能正常回转需要外购,但受“新冠肺炎”疫情影响,同型号配件供货周期过长,修理节点得不到保障。
因此主动作为,对故障设备进行自行修理,并制定有效的修理工艺成为完成本次修理工作的突破点。
二、修理过程
1、现状调查
经现场勘验,发现回转支承轴承内圈相对于外圈横向状况良好,纵向一端凸出外圈,另一端凹进去;初步分析是由于伙食吊吊臂伸出过长,吊臂端部没有支承架,塔身尾部也没有平衡装置,造成支承轴承内部受力不匀产生偏磨,故障轴承如图1所示:
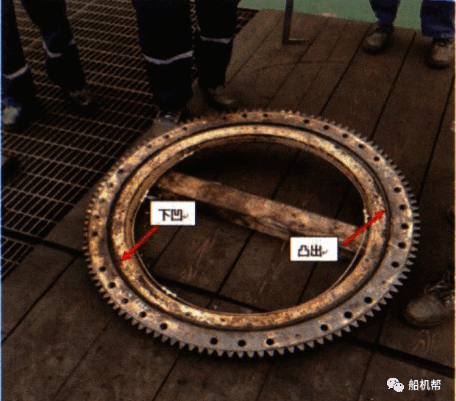
图1 修理前的回转支承轴承
经查找相关资料,回转支承轴承结构图如图2所示。
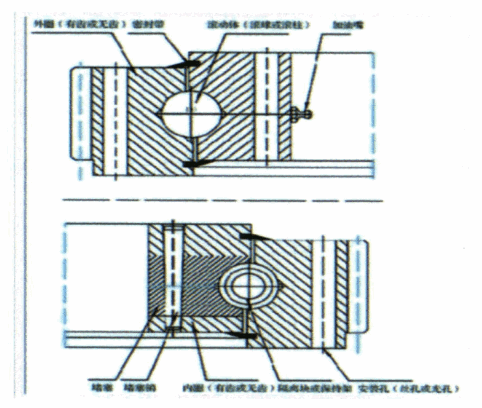
图2 回转支承轴承结构图
由左及右分别是(上部分):外圈(有齿或无齿)、密封带、滚动体(滚球或滚柱)、加油嘴。
由左及右分别是(下部分):
塞子、锥销、内圈(有齿或无齿)、隔离块或保持架、安装孔(丝孔或光孔)。
2、拟定修理方案
根据支承轴承结构图,结合轴承的实际情况,工艺小组拟定了两套修理方案:
方案一,待滚动体拆出,内、外圈分离后检查测量外形几何尺寸,若外形几何尺寸良好,根据滚动体的滚道磨损状况,保持滚动体中心位置不变的情况下,相应加大滚道线径,更换相应尺寸的滚动体即可。
方案二,若支承轴承锈蚀或变形严重,导致内部滚动体无法拆出,可根据情况破坏内圈或外圈(无齿轮一侧)一小段,能拆出滚动体即可,待内、外圈分离后将有齿轮一侧滚道根据磨损状况,保持滚动体中心位置不变的情况下,相应加大滚道线径,最后根据已确定更换的滚动体尺寸和中心位置重新加工破坏的内圈或外圈。
3、确定修理方案
按照施工工艺流程将支承轴承内部滚动体拆出,使内、外圈分离,经检查及测量轴承外形尺寸,外圈(齿轮侧)除滚道轻微锈蚀、磨损外基本良好,而内圈滚道磨损较严重,如图3所示。
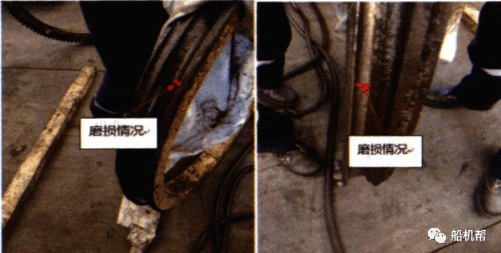
图3 回转支持轴承内圈磨损情况
根据这种情况,如选用第一种方案,需要将内圈滚道磨损部位填焊进行修复,补焊量比较大,且焊后会造成材质内部发生改变,对后续加工精度不容易保证。
经研究分析后决定采用方案二进行修复,确定重新加工轴承内圈,修理方案提交给了船方并得到确认。
4、工艺图纸绘制
(1)根据解体后的工件状况和实地测量掌握的数据,在保证滚动钢珠原中心位置不变的情况下,将原直径ф28钢珠更换成ф30轴承钢钢珠,滚道半径相应加大1mm,除掉表面锈蚀的锈皮,提高光洁度的同时保证原材质表面的硬度,绘制外圈(齿轮侧)机加工修复;
(2)根据外圈(齿轮侧)加工后的内径尺寸和滚动钢珠中心位置给出合理的配合间隙得到内圈外径加工尺寸,其余尺寸按旧件绘制出内圈机加工图纸,并用45#钢根据图纸要求合理安排加工工序以及加工完成后滚道表面淬火:HRC55—66,如图4所示:
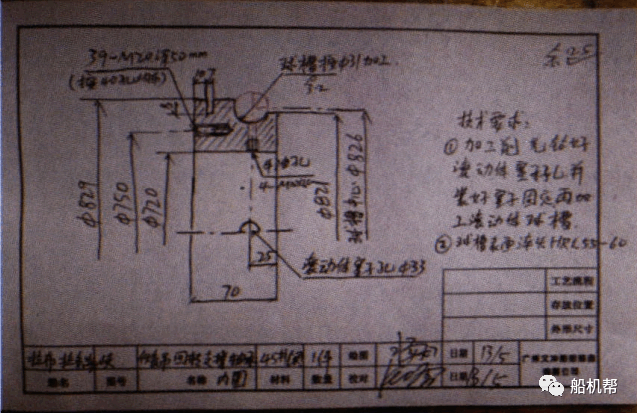
图4 回转支持轴承内圈加工图纸及处理工艺
(3)绘制出机加工图纸后,根据滚动钢珠中心直径周长计算出需要的钢珠和隔离块的数量,分别外购轴承钢钢珠和加工隔离块。
三、安装调试
组装前将内圈安装孔与塞子(有滚道槽)做好标记再拆出塞子,将内、外圈合拢,内圈安装孔朝下有序放入钢珠和隔离块,同时缓慢将安装孔向上旋转,旋转过程中保证装入的钢珠和隔离块紧密相连,直至填满整个滚道,按照标记装入塞子,如图5所示。
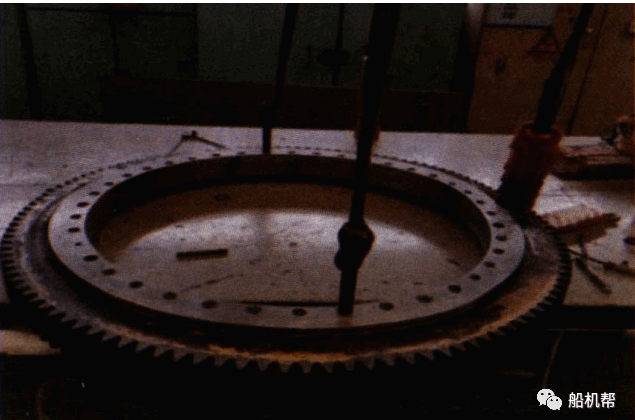
图5 装复后的回转支持轴承
整个回转支承轴承组装完成后放平手动旋转顺畅,无卡顿现象,安装密封胶条和牛油管附件。
回转支承轴承整体上船复装后进行了调试及负荷试验,各技术指标状况良好。
四、结束语
由于各种因素使得本次修期较为紧张,经过工艺人员仔细勘验工程,掌握了工件的内部结构和分析出损坏的原因,努力寻找解决问题的突破口,提前研究拟定好详细的修理方案,并根据具体状况果断确定最终修理方案,是此项修理工作的关键。
通过此次修理过程工作,积累了经验,总结并形成了有效的修理工艺,为后续此类工程的高质量完成提供了参考意义。
参考文献
【1】高立新,张键.大型齿轮箱回转支承故障诊断[J]北京T业大学学报,2005年1月,第31卷第1期:11—15.
【2】国家机械工业局.中国机电产品目录[M].第9册.轴承.北京:机械一业出版社.2000.
来源:船机帮
(版权归原作者或机构所有)
临清市圆博薄壁轴承有限公司
13963532169 / 15006352169
514598115@qq.com
山东临清潘庄工业园
www.ybokbearing.com


我们可按照客户要求定制加工薄壁轴承,加工尺寸范围25mm-900mm,若您有定制需求,请随时与我们联系。联系方式如下:
电话:13963532169 / 15006352169
邮箱:514598115@qq.com
地址:山东临清潘庄工业园
网址:www.ybokbearing.com
也可扫码直接联系我们销售,给您提供最优质解决方案!